Zagadnienie wyboru dokładności i chropowatości
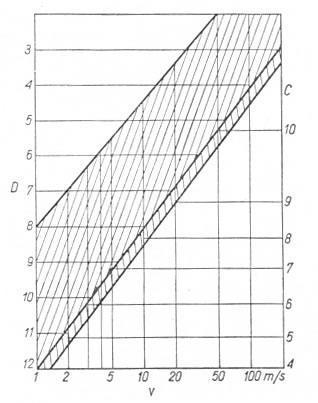
Na rysunku przedstawiono zakres klas dokładności i chropowatości. Zalecenie zakresów klas dokładności i chropowatości wyłącznie według danych z rysunkiem byłoby nieracjonalnym uproszczeniem. Podane zakresy należy traktować jako dane orientacyjne. Należy zawsze pamiętać o racji celowości technicznej, a więc odpowiadać na pytanie „co jest konieczne dla działania maszyny", o racji technologiczności wytworu, a więc odpowiadać na pytanie, „czy osiągnięcie dużej dokładności i małej chropowatości jest w określonych warunkach wytwórczych możliwe", i wreszcie trzeba pamiętać o racji ekonomicznej i odpowiedzieć na pytanie, „czy w określonych warunkach należy raczej zrezygnować z wysokiej jakości przekładni, czy też domagać się podniesienia możliwości wykonawczych". W tym bardzo złożonym zadaniu, jak w każdym innym podobnym przypadku, doświadczenie przemysłowe ma ogromne znaczenie.
Przy dawaniu odpowiedzi na pytanie, „co jest konieczne dla działania maszyny", trzeba zwrócić uwagę na to, że nie zawsze małe odchyłki wymagane są pod każdym względem, inaczej bowiem wpływa na działanie przekładni błąd podziałki, a inaczej sumaryczny błąd podziałki i bicie uzębienia na kole pomiarowym, a jeszcze inaczej błąd zarysu czy też błąd kierunku linii zęba. Użyliśmy tu specjalnie terminu „błąd" w miejsce „odchyłki", wypada bowiem podkreślić, że inaczej przecież należy traktować przemyślane i uwzględnione przy obliczeniach i wymiarowaniu odchyłki w granicach odchyłek dopuszczalnych, zupełnie zaś inaczej przypadkowe błędy. W budowie maszyn należy dążyć do wykluczenia przypadkowych odchyłek poza granicami dopuszczalnymi. Nie można jednak nie liczyć się z błędami wykonawczymi, jeżeli zostaną wysunięte wymagania nie do spełnienia przez wytwórców, ze względu na złe właściwości obrabiarek.
Przy omawianiu paru przykładów różnicowania dokładności należy podkreślić jedną zasadę podstawową. Konieczność wysokiej dokładności w stosunku do jednej z określonych cech konstrukcyjnych nie należy traktować jako jednoznacznej z koniecznością wysokiej dokładności w stosunku do innych cech.
Weźmy dla przykładu przypadek wolnobieżnej przekładni jednostop-niowej z zębami prostymi doraźnie znacznie obciążanymi. Ze względu na obciążenia może mieć wielkie znaczenie duża dokładność kierunków linii zębów i gładkość zębów i z tych względów muszą być przyjęte małe odchyłki kierunku zęba, wysoka klasa chropowatości i znaczny stopień dolegania zębów. W tym przypadku dokładność podziału zarysu zębów może mieć drugorzędne znaczenie. Z tego wynika, że kierując się zasadą technologiczności wytworu należy korzystać z możliwości stosowania różnych klas dokładności przez indywidualne przepisywanie dopuszczalnych odchyłek w stosunku do różnych cech. Dlatego właśnie normy GOST rozróżniają wymagania ze względów kinematycznych i na ciągłość przełożenia (działania) i wreszcie ze względu na przyleganie zębów.
Jeśli błąd zarysu może w małym stopniu wpływać na przyleganie zębów prostych, to przy zębach skośnych im większy jest kąt pochylenia linii zęba, tym większe wymagania należy stawiać w stosunku do zarysu.
Wymagania w stosunku do bicia i błędu podziału rosną w miarę wzrostu prędkości obwodowej kół zębatych.
Różnicowanie wymagań nie może być dowolnie wielkie. Na przykład klasa przylegania zębów nie może być niższa od klasy dokładności zarysu. Klasa sumarycznego błędu podziału czy też bicia uzębienia może być najwyżej o dwie klasy niższa, o jedną zaś wyższa od dokładności podziału i zarysu.
Te możliwości i potrzeby tolerowania uzębienia i przekładni w pełni uwzględniono, jak już wspominaliśmy wyżej, w normach GOST.
- - - - - - - - motoreduktory.eu | WEBSYSTEM | tel.+48 (048) 383-01-44 | tel.601.747.565 - - - - - - - -